Biothane Advanced UASB(上流式厭氧污泥床)和 Biobed® Advanced EGSB(厭氧膨脹顆粒污泥床)技術是使用顆粒污泥處理工業廢水的極其緊湊、高性能的厭氧處理製程。
概述
經驗證的卓越性能顯示出更低的運營成本
Biobed® Advanced 系統在高反應器裝載率下不僅實現了 UASB 系統的污泥截留率,而且達到了類似的 COD 去除效率。
在前導測試和全規模工廠中,始終觀察到穩定可靠的顆粒污泥增加。迄今為止,已有 20 個系統在運行,其中一些已運行 5 年以上。中國一家造紙廠最大的反應器為 9000 m3,處理負荷為每天 183 噸 COD。這種高負載系統顯示出卓越的 COD 去除效率,從而降低了化學成本並顯著降低了好氧系統的後置處理成本。
來自全規模工廠的經驗表明,與其他厭氧系統相比,Biobed® Advanced 系統需要較少的投資、更低的總體運營成本和更少的操作員照料檢修。
緊湊型沉澱池降低投資成本
Biobed® Advanced 沉澱池可以處理更高的液體和氣體上升速度,從而減少反應器中所需的沉澱池面積。緊湊的設計需要較少的建築材料,並使反應器高度降低大約一米。
標準設計適用於圓形和方形儲槽,高度可達 20 米。
一個簡單但非常有效的廢水收集系統與浸沒管道完成了設計標準化,使用標準不銹鋼板和自動切割縮減了施工的人力成本,因此降低每平方米沉澱池的成本。
外部沉澱池尺寸非常適合標準 40 英尺海運貨櫃,可以降低運輸成本。
優勢的世界
- 基於研究基礎
- 小型緊湊型沉澱池和小型反應器
- 簡易排放管
- 彈性的反應器高度
- 施工靈活;可為圓柱形不銹鋼體或方型混凝土材質
- 卓越的去除效率
- 優秀的生物質庫存
- 低化學品消耗
- 無異味排放
- 减少好氧後置處理
- 佔地面積小
- 投資和運營成本低
先進系統的開發
聽起來很難相信一個廢水處理系統,它不僅更便宜,而且還能保證更好的效能!
結合兩者的優點
UASB 系統以其高 COD 分解效率以及易於維護和生產厭氧顆粒污泥而聞名。
實施 EGSB 系統的主要驅動力是由於更高的容積加載率(2-3 倍)和高度更高的反應器(2-3 倍)因而大大降低了投資成本,這進一步減少了所需的佔地面積。
開發 Biobed® Advanced 反應器的挑戰在於將 UASB 反應器的卓越性能與高負載系統的成本效益相結合。結果創造了一種新穎的反應器設計,它在實踐中確實顯現出優越的污泥保留特性。
Biobed® Advanced 反應器可構建為完全封閉的系統,且可確保無異味排放。
前導工廠測試
全面測試,輔以水力和生物試驗工廠測試,處理各種類型的廢水,已經證實了獲得專利的 Biobed® Advanced 反應器的卓越性能。
使用縮小比例 (1:1) 沉澱池模型的水力建模用於微調 Biobed® Advanced 沉澱池的水力和氣體分離特性和設計。
對於複雜的廢水,在高反應器負載率下處理被證明是可行的。
在試驗工廠測試期間,Biobed® Advanced 的性能甚至可以透過使用新型 BM Control® SMART 反應器控制系統進一步提高效能。
Biobed® Advanced 的經驗
- 12 年全尺寸經驗
- 在 2 個地點進行 4 次前導工廠測試
- 71 個全尺寸反應器處理來自以下行業的廢水:
- 紙漿和造紙:
- 化學品和 PTA:
- 食物:乳製品、糖、馬鈴薯、
- 啤酒廠和釀酒廠
- 最大的工廠 9000 m3 每日處理 183 噸 COD
- 最小的工廠 150 m3 每日處理 2.8 噸 COD
應用
處理過程
為了製備用於厭氧處理的工業廢水,在預處理步驟中的調節池中調節未經處理的廢水的 pH 值和溫度。液體也將與來自再循環步驟的回收的、處理過的厭氧流出物混合以獲得均質體。如有必要,可添加營養物質,以實現 Biobed® Advanced 反應器中厭氧生物質的最佳生長條件。
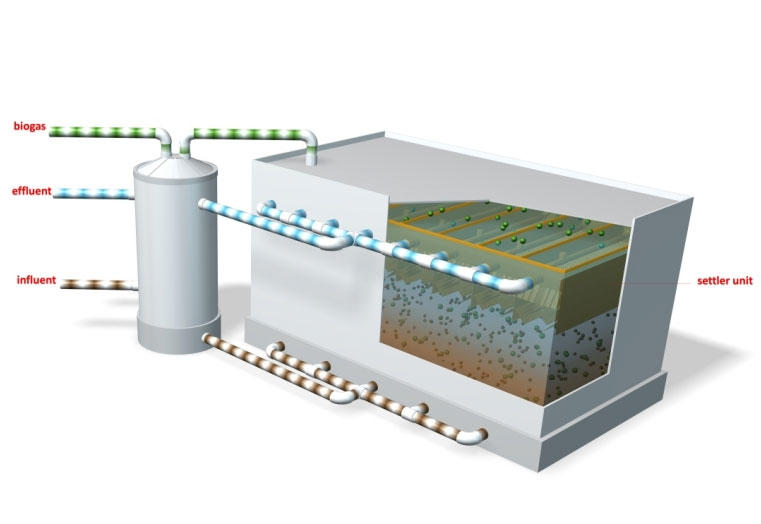
在接下來的處理步驟中,經過處理的廢水以恆定、連續的流量泵入 Biobed® Advanced 反應器中。特殊的進水分配系統可確保在整個反應器表面積上均勻分配。然後進水水流通過一個密集的厭氧顆粒生物質床,在那裡進行生物處理,將廢水中存在的 COD 負荷(化學需氧量)轉化為沼氣。
在反應器頂部,獲得專利的三相沉澱池安裝在反應器內部,將處理過的水與產生的沼氣分離。生物質沉澱回到反應器底部,而部分處理過的流出物被回收並返回調節池進行稀釋。
沼氣在反應器頂部收集並通過管道輸送到沼氣處理步驟。在控制條件下,它可以在沼氣火炬中燃燒,也可以作為生產線的能源。
BIOBED® ADVANCED EGSB

BIOTHANE ADVANCED UASB